Hot Isostatic Pressing: A Key Technology for Advanced Ceramic Manufacturing
21-February-2025
In the field of material processing, hot isostatic pressing technology is like a bright pearl, shining with unique light. As an important branch of isostatic pressing technology, hot isostatic pressing (HIP) is changing the face of modern material processing with its excellent performance and wide application. Especially in the field of advanced ceramic manufacturing, hot isostatic pressing technology has become a key process for achieving high-performance and complex structural ceramic materials.
Isostatic pressing technology has a history of nearly 100 years in the field of powder metallurgy. It is divided into three types: cold isostatic pressing, warm isostatic pressing and hot isostatic pressing according to the high and low temperatures of forming and consolidation. However, with the rapid development of science and technology, especially the rise of hot isostatic pressing technology, isostatic pressing technology has long broken through the limitations of powder metallurgy, and its application scope has rapidly expanded to many production departments such as atomic energy industry, ceramic industry, foundry industry, tool manufacturing, plastics and graphite. In these fields, advanced ceramics, as a representative of high-performance materials, have become an important application object of hot isostatic pressing technology due to their excellent mechanical properties, high temperature resistance, corrosion resistance and electrical properties. Hot isostatic pressing technology is becoming an indispensable force in modern material forming technology with its unique advantages.
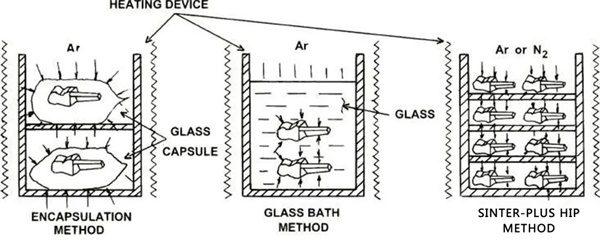
The core of hot isostatic pressing technology lies in its unique processing principle. In a sealed container with high temperature and pressure, it uses high-pressure gas as the medium to apply isostatic pressure in all directions to the powder or the sintered blank (or part) to be compacted, thereby forming a high-density blank or part. This process usually uses a metal or ceramic sheath (such as low-carbon steel, nickel, molybdenum, glass, etc.) and uses nitrogen or argon as the pressurizing medium. In this way, the powder can be directly heated and pressurized for sintering, or the castings with shrinkage and shrinkage cavities such as aluminum alloys, titanium alloys, and high-temperature alloys can be thermally densified. For advanced ceramics, hot isostatic pressing technology can significantly improve their density and mechanical properties, making them show excellent stability in extreme environments.
The reason why hot isostatic pressing technology is so popular is that it has many significant advantages compared with traditional processes. First, at a lower temperature, the powder can be consolidated to a very high density, which greatly reduces energy consumption and production costs. This is particularly important for the manufacture of advanced ceramics, because it can reduce grain growth and avoid degradation of material properties while maintaining high material performance. Secondly, hot isostatic pressing can easily compress and mold workpieces with complex shapes, making it possible to manufacture advanced ceramic parts with complex structures. In addition, the workpieces treated with hot isostatic pressing have consistent density, which ensures the uniformity and reliability of the material, which is crucial for the performance of advanced ceramics in high-precision applications. At the same time, high gas density can promote heat exchange and increase heating speed, thereby shortening the production cycle. Moreover, since the heating process is very uniform, even brittle materials can be compressed and molded, greatly expanding the application range of advanced ceramics.
Although the process of hot isostatic pressing is complicated, the principle is very clear. The general process cycle includes the following steps: first, the powder or powder compact is loaded into the package, and the gas adsorbed on the powder surface, the gap between the powders and the package is removed; then, the package is vacuum sealed and placed in a pressure vessel with a heating furnace; then, the pressure vessel is sealed and pumped into an inert gas (i.e., a pressure medium) to a certain pressure; then, the temperature is raised to the required temperature, and due to the expansion of the gas volume, the pressure in the container is also raised to the required pressure, and the forming and sintering are completed under the combined action of high temperature and high pressure; finally, the package is removed by mechanical or acid leaching to obtain the final product. In advanced ceramic manufacturing, this process requires special attention to the selection of powders and the matching of package materials to ensure the performance of the final product.
During the powder filling process, it is usually carried out in a vacuum or inert gas atmosphere to prevent oxidation reactions and hinder the sintering process. In order to increase the density of the filled powder, the package needs to be vibrated continuously. In order to ensure uniform shrinkage of the material, the density of the filled powder should not be less than 68% of the theoretical density. After filling, the package needs to be evacuated and sealed, because the hot isostatic pressing process consolidates the formed powder and material through pressure difference. Once the package is not sealed tightly, the gas medium enters the package, which will seriously affect the sintering and forming of the powder. For advanced ceramics, strict control of this process is the key to ensure the high performance of the material.
The main principle of hot isostatic pressing is the Pascal principle, that is, in a sealed container, the static pressure generated by the external force acting on the static liquid or gas will be evenly transmitted in all directions. Under the action of high temperature and high pressure, the package in the hot isostatic pressing furnace softens and shrinks, squeezing the internal powder to move with itself. The densification process of the powder under the simultaneous action of high temperature and high pressure is very different from that of general pressureless sintering or room temperature pressing. Its densification process is roughly divided into three stages.
The first stage is the particle approach and rearrangement stage. Before the start of heating and pressurization, there are a large number of pores between the loose powder particles. Due to the irregular shape of the powder particles and the uneven surface, they are mostly in point contact, and the particle coordination number is very small. When an external force is applied to the powder, the randomly stacked powder will translate or rotate to approach each other, some powder will be squeezed into the adjacent gaps, and the larger bridging holes will also collapse. These changes significantly increase the adjacent coordination number of particles, greatly reduce the voids in the powder, and rapidly increase the relative density. For advanced ceramic powders, the optimization of this stage can significantly improve the initial density of the material.
The second stage is the plastic deformation stage. After the densification in the first stage, the density of the powder has been greatly improved, and the contact area between the particles has increased dramatically. At this time, to make the powder body continue to densify, it can be achieved by increasing the applied pressure or increasing the temperature. If the pressure and temperature are increased at the same time, the densification effect will be more significant. When the compressive stress on the powder body exceeds its yield shear stress, the particles will produce plastic deformation in the form of slip. For advanced ceramic materials, the control of this stage can further improve the density and mechanical properties of the material.
The third stage is the diffusion creep stage. After a large amount of plastic flow of the powder particles, the relative density of the powder body quickly approaches the theoretical density value. At this time, the powder particles are basically connected as a whole, and the remaining pores are no longer connected, but are dispersed in the powder matrix. Under the action of surface tension, these pores will spheroidize into a circle, and their volume fraction will continue to decrease. As the contact area between particles increases further, the effective compressive stress on the powder no longer exceeds its critical shear stress. The densification process is mainly completed by the diffusion creep of single atoms or vacancies. The densification process of the entire powder gradually slows down and eventually approaches the maximum terminal density value. For advanced ceramics, the optimization of this stage can ensure that the material reaches a densification level close to the theoretical density, thereby achieving excellent performance.
It is worth noting that these three stages are not completely separate. During the hot isostatic pressing process, they often work simultaneously to promote the densification of the powder. It is just that different densification processes will play a leading role in different shrinkage stages of the powder. In the manufacturing of advanced ceramics, precise control of these stages is the key to achieving high-performance ceramic materials.
The emergence and development of hot isostatic pressing technology has brought revolutionary changes to the field of material processing. It not only improves the performance and quality of materials, but also expands the application range of materials, providing strong technical support for the development of modern industry. Especially in the field of advanced ceramic manufacturing, hot isostatic pressing technology has become a key process for achieving high-performance and complex structural ceramic materials.